产品列表

热门文章
-

钢钉自动成排装置的研制
王照锋 (河南职业技术学院,郑州450046 摘 ... -
邢台隆尧公子村钢排钉厂
尚方剑钉业位于河北省邢台市,主要生产钢排 ... -

尚方剑气排钉
什么是气排钉: 气排钉就是把规则排列的单 ... -

气动钢排钉加厚镀锌层与铝会起化学反应吗?
问: 用气动钢排钉(加厚镀锌层)固定铝合 ... -
拉丝
拉丝机是把我厂生产的圆钢盘条配比相对应的 ...
>>更多
当前位置:首页 >> 拉丝
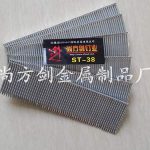
钢排钉生产全过程(6):钢排钉成排
钢排钉成排需要用到自动成排装置,
钢排钉自动成排装置,为每小时排钉5000个,可以通过调节电动机转速来调节每小时排钉数。
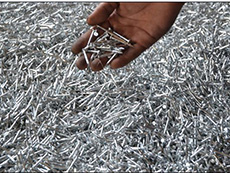
其工作过程主要为:定向装置对经电磁振动器等装置分离后的钢钉进行定向,定向后的钢钉钉尖朝前或朝后。
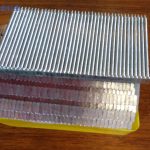
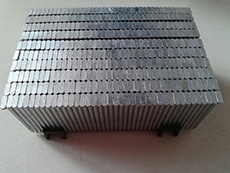
排列装置对定向后的钢钉进行排列,排列后的钢钉钉尖对钉尖、钉头对钉头。用条形磁钢实现了对运动中的钢钉的定向;采用电感接近开关、PLC控制、气动系统自动完成钢钉的规则排列;采用电磁铁与气缸活塞杆固定在一起的方法实现了对不符合要求的钢钉的排除。

最后再由人工检测,合格后装盒装箱。希望本系列文章能让大家对钢排钉的生产过程有更清晰与深入的了解。如有其他问题请浏览http://www.sxjdingye.com/ 或电话联系 13503282285
钢排钉生产全过程完整列表:
- 钢排钉生产全过程(1):金属拉丝机
- 钢排钉生产全过程(1-2):轧尖机
- 钢排钉生产全过程(2):制钉机
- 钢排钉生产全过程(3):钉子抛光机
- 钢排钉生产全过程(4):热处理
- 钢排钉生产全过程(5):钢排钉镀锌
- 钢排钉生产全过程(6):钢排钉成排
- 【上一篇: 钢排钉生产全过程(3):钉子抛光机】
- 【】