产品列表

热门文章
-

关于钢排钉价格
尚方剑钉业企业理念:“只做好产品,不打价 ... -

钢钉品种分类及其用途
钢钉品种分类及其用途 1、普通圆钉:主要用 ... -

直钉工具气钉枪
直钉或者气排钉所用的工具一般是气钉枪,常 ... -
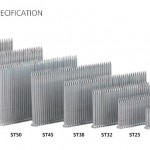
钢排钉多少钱
钢排钉多少钱 型号 零售价 400支/盒 这 ... -
五金店:锁定小五金创业空间求发展
在百年家居建材城内,有一家面积300平方米 ...
>>更多
钢钉自动成排装置的研制
作者:钢排钉厂 来源:http://www.sxjdingye.com/王照锋
(河南职业技术学院,郑州450046
摘要:根据钢排钉的生产工艺特点,设计并研制了一种新型的装置,能够实现钢钉的自动定向、成排。利用永磁材料对
运动的钢钉定向,利用液压系统、PLC控制系统、检测系统实现钢钉的自动成排并剔除不符合要求的钢钉,从而实现了
钢排钉的自动化生产。
关键词:钢排钉;成排装置;定向
中图分类号:TS 914 6 文献标志码:A 文章编号:1002—2333(2014)09—0047—02
Design and Manufacture of an Automatic Arrangement Device for Rowing Steel Nail
WANG Zhaofeng
(Henan Vocational Technical College,Zhengzhou 450046,China)
Abstract:According to the characteristics of production technology of steel row nail,a new type of device is designed to
realize the nail steel row and automatic arrangement.The permanent magnetic material is used to control the movement of
the steel nail orientation to auto—arrange and rejecte the satisfactotT steel and steel nail by hydraulic system,PLC control
system,detection system,so as to realize the automation of the production of steel arranging nails.
Key words:row-steel nails;nails arrangement equipment;direction finding
0引 言
随着社会的发展,钢钉因其具有较高的硬度、强度,
广泛应用于建筑、装修行业中“]。目前,钢排钉的生产主
要依靠人工排列涂胶,将钢钉粘成一排,尚未实现大批量
自动化生产,已不能满足社会发展的需要。为了提高钢排
钉的生产效率,实现自动化生产,国内外学者积极开展了
钢钉成排装置的研制工作,五邑大学的阳大志[21设计了
QZD型排钉机,依靠电磁振动实现上料定向,在重力的作
用下,钢钉落入半圆形滑道中成排,这种装置虽然也能部
分实现钢钉成排,但对于表面镀覆的钢钉,经过碰撞、摩
擦后镀层会出现严重磨损。陈铭[31等人设计了一种钢排
钉自动成排装置,但该装置在检测不符合要求的钢钉时,
每次只能剔除1个钢钉,如果连续有2个不符合要求的
钢钉,则不能完全剔除。鉴于此,作者设计了一种新型的
钢钉自动成排装置,利用永磁材料对杂乱无序的钢钉定
向,利用PLC、传感器、液压等实现钢钉的自动成排,满足
钢排钉自动化生产的要求。
1钢排钉自动化生产的工艺过程
钢排钉主要以中低碳钢为原材料,通过拉丝机多次
拉拔减径,由制钉机生产,经过淬火处理、抛光机抛光,再
进行镀覆,最后由手工作业完成排列、涂胶、烘干等工序。
其中拉拔、制钉、热处理、抛光和镀覆已实现自动化。图1
所示为钢钉自动成排工艺流程,由图1可见,钢钉自动成
排工艺包括下列几个步骤:分离、定向、成排、涂胶、烘干。
其中分离、涂胶、烘干目前已有机械可实现自动化生产,
而钢钉的定向、成排工艺大多靠人工作业完成。因此,自
动化生产钢排钉的关键工艺是钢钉的自动定向和成排。
2钢钉自动成排装置设计
2.J总体设计
自动化生产钢钉的关键工序是把杂乱无序的钢钉定
向、排列。经分析研究,设计了钢排钉自动成排装置的总
体结构。如图2所示,杂乱无序的钢钉经定向装置定向
后,传送到排列装置中排列整齐,最终达到成排要求。
2.2 自动定向装置设计
钢钉在进入成排装置前的自动定向是实现钢排钉自
动化生产的一个比较关键的工序。经过研究分析,设计的
钢钉自动定向装置如图2中定向装置4所示。该装置由
输送机构、永磁材料和收集斗三部分组成。其中输送机构
上端安装电磁振动器,杂乱无序的钢钉经过电磁振动器
分离后,落入输送带上,并随输送带一起运动。永磁材料
安装在输送带的下方,输送带上的钢钉运动到永磁材料
的位置时,在磁场的作用下,钢钉被磁化,磁化后的钢钉
两端分别为S极和N极。在永磁材料的N极、S极的吸引
下,输送带上的钢钉会发生旋转,保持同磁力线方向一
致,从而实现了钢钉的自动定向,定向后的钢钉经过收集
斗进入到成排装置中。
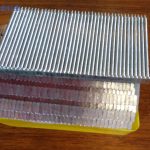
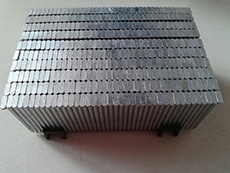
2.3 自动成排装置的设计
成排装置的任务是把定向后的钢钉排列成排,便于
后续涂胶工作。如图2中,1为钢钉自动成排装置。该装置
由推钉机构、吸钉机构、检测机构、控制机构和滑道组成。
当检测机构检测到由收集斗运动过来的钢钉时,信号传
递到控制机构,由控制机构启动推钉机构,把钢钉推进滑
道中,钢钉在滑道内自动排列。当从收集斗传送过来的钢
钉与其它钢钉方向不一致时,检测机构把不符合要求的
钢钉检测信号传递到控制机构,控制机构启动吸钉机构,
把该钢钉直接从滑道中吸出,从而剔除不符合要求的钢
钉。吸钉机构和推钉机构均采用液压系统,如图3所示。
当1DT通电时,推钉机构动作,当2DT通电时,推钉机构
快速退回,完成推钉动作;当3DT通电,吸钉机构动作,当
4DT通电,吸钉机构快速退回,完成吸钉动作。两缸的行
48 机械工程师2014年第9期程都由接近开关控制,两缸的动作由
PLC控制。2.4 PLC控制设计目前PLC广泛应用于工业自动化
智能控制领域㈦],钢钉自动成排装置的推钉动作和吸钉动作均由PLC控制。2
个输入信号,3个输出信号。检测传感器提供输入信号,输出信号与液压系统的
电磁阀相连,控制吸钉、推钉动作。电磁铁安装在吸钉缸上,
电磁铁通电吸钉。图4所示为PLC控制原理图,图5所示为
PLC控制系统程序流程图。
3结语
钢钉自动成排
装置采用永磁材料
对钢钉定向,采用液
压系统实现吸钉、推
钉动作。由传感器、
电感接近开关自动检测,PLC控制吸钉、推钉过程。经多
次试验,该装置每分钟可排钉160多个,满足了设计要
求,解决了钢排钉自动化生产的难题。
pdf格式资料下载:
链接:http://pan.baidu.com/s/1sj5mH5N 密码:4wij
河北钢排钉厂家尚方剑钉业:http:www.sxjdingye.com